Tủ điện điều khiển PLC (Programmable Logic Controller) là thành phần cốt lõi trong hệ thống điều khiển công nghiệp hiện đại. Thay thế cho các hệ thống điều khiển bằng rơ-le truyền thống, tủ PLC sử dụng các thuật toán lập trình để điều phối hoạt động của máy móc, dây chuyền sản xuất với độ chính xác và tính linh hoạt cao.
Đối với các kỹ sư và nhà quản lý vận hành, việc hiểu rõ cấu tạo, thông số và ứng dụng của tủ PLC là yếu tố then chốt để tối ưu hóa năng suất, giảm thiểu thời gian dừng máy (downtime) và đảm bảo an toàn hệ thống điện. Bài viết này H&T Automation sẽ phân tích chuyên sâu về tủ điện PLC từ góc độ kỹ thuật và kinh nghiệm triển khai thực tế.
Giới thiệu tủ điện điều khiển PLC
Tủ điện điều khiển PLC là loại tủ điện tích hợp bộ điều khiển logic lập trình được (PLC) cùng các thiết bị bảo vệ, đóng cắt và giao tiếp để điều khiển tự động hóa các quy trình công nghệ. Khác với tủ điện động lực thuần túy, tủ PLC đóng vai trò là “trung tâm xử lý số”, tiếp nhận tín hiệu từ các cảm biến (Inputs), xử lý theo logic đã lập trình và xuất lệnh điều khiển đến các cơ cấu chấp hành (Outputs).

Trong kỷ nguyên Công nghiệp 4.0, tủ PLC không chỉ dừng lại ở việc điều khiển ON/OFF mà còn tích hợp các giao thức truyền thông công nghiệp như Modbus RTU/TCP, Profibus, Profinet, Ethernet/IP… để kết nối với hệ thống giám sát SCADA và quản lý dữ liệu đám mây.

Thông số kỹ thuật tủ PLC
Một tủ điện PLC tiêu chuẩn cần đáp ứng các thông số kỹ thuật cơ bản để đảm bảo vận hành ổn định trong môi trường công nghiệp khắc nghiệt (nhiệt độ cao, bụi bẩn, nhiễu điện từ).
Bảng thông số kỹ thuật cơ bản
| Thông số | Chi tiết tiêu chuẩn |
| Điện áp định mức | 1 Phase 220VAC hoặc 3 Phase 380VAC, 50/60Hz |
| Điện áp điều khiển | 24VDC (phổ biến) hoặc 110VAC/220VAC |
| Vỏ tủ điện | Thép sơn tĩnh điện hoặc Inox 304, độ dày 1.5mm – 2.5mm |
| Cấp bảo vệ (IP) | IP42 (trong nhà), IP54 – IP65 (ngoài trời hoặc môi trường ẩm ướt) |
| Tiêu chuẩn thiết kế | IEC 61439-1, TCVN 3661-81 |
| Bộ điều khiển trung tâm | Siemens (S7-1200/1500), Mitsubishi (FX/Q Series), Delta (DVP), Schneider (M221/M241)… |
| Loại tín hiệu I/O | Digital (24VDC, Relay), Analog (4-20mA, 0-10V), High Speed Counter, PTO… |
Các module mở rộng thường gặp
Để đáp ứng các hệ thống phức tạp, kỹ sư thường tích hợp thêm:
- Module Analog: Dùng cho các cảm biến áp suất, nhiệt độ, lưu lượng.
- Module Digital: Dùng để mở rộng ngõ ra số
- Module Communication: Mở rộng cổng RS485, Profinet hoặc CANopen.
- Module HSC (High Speed Counter): Đọc tín hiệu từ Encoder để điều khiển vị trí hoặc tốc độ.
- Module PTO (Pulse Train Output): Module phát xung điều khiển động cơ Servo
- Module Weighing: Module đầu cân đọc Loadcell
Chức năng của tủ điện PLC
Tủ điện PLC thực hiện bốn chức năng cốt lõi trong một hệ thống tự động hóa:
Điều khiển logic và trình tự
Đây là chức năng cơ bản nhất. PLC thay thế các mạch logic rơ-le phức tạp bằng các đoạn mã lập trình (Ladder Logic). Ví dụ: Trong hệ thống trạm bơm tăng áp, PLC điều khiển trình tự khởi động các bơm (Bơm 1 chạy trước, nếu áp suất không đủ sau 10 giây thì khởi động Bơm 2).
Xử lý tín hiệu Analog và PID
Tủ PLC có khả năng xử lý các tín hiệu liên tục. Chức năng điều khiển PID (Proportional-Integral-Derivative) cho phép duy trì các thông số như áp suất đường ống hoặc nhiệt độ lò nung ở một giá trị cài đặt (Set-point) với sai số cực thấp.
Giám sát và cảnh báo lỗi
PLC liên tục kiểm tra trạng thái của thiết bị (quá tải động cơ, áp suất thấp, nút dừng khẩn cấp được nhấn). Khi có sự cố, tủ sẽ xuất tín hiệu ngắt hệ thống ngay lập tức và hiển thị lỗi cụ thể trên màn hình HMI hoặc còi báo, giúp kỹ thuật viên khoanh vùng sự cố nhanh chóng.
Kết nối và truyền thông dữ liệu
Tủ PLC đóng vai trò là một Node trong mạng công nghiệp. Nó gửi dữ liệu về trạng thái vận hành, sản lượng theo thời gian thực về máy tính trung tâm (SCADA) hoặc hệ thống ERP của nhà máy.
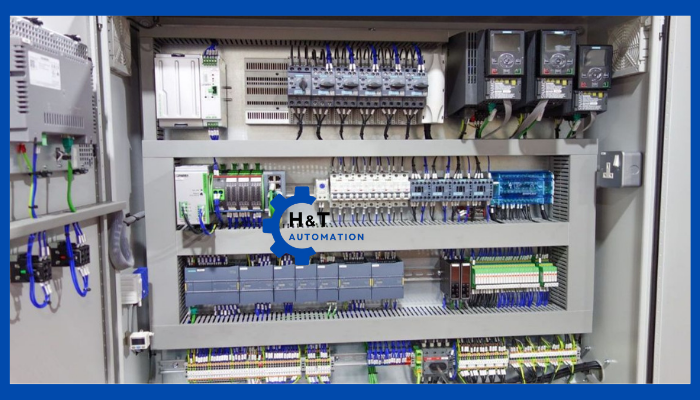
Cấu tạo tủ điện điều khiển PLC
Để một tủ điện vận hành tin cậy trong 5-10 năm, cấu tạo bên trong phải được tính toán kỹ lưỡng về cả nguyên lý điện và khả năng tản nhiệt.
Thiết bị điều khiển trung tâm (PLC)
Gồm CPU và các module I/O. CPU thực thi chương trình, trong khi các module I/O là cầu nối với thiết bị ngoại vi. Các dòng PLC cao cấp như Siemens S7-1500 thường được dùng cho các dây chuyền lớn, trong khi Delta hay LS phù hợp cho các máy móc đơn lẻ để tối ưu chi phí.
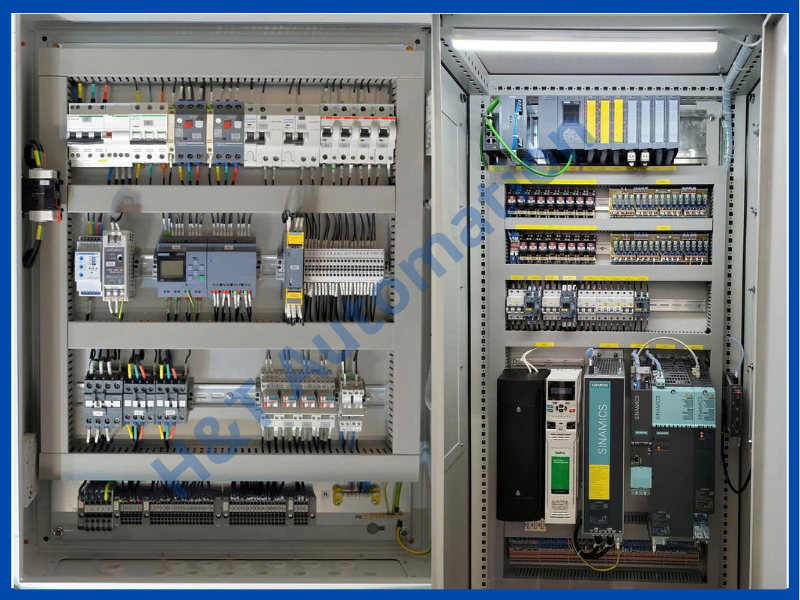
Hệ thống bảo vệ và đóng cắt
- Aptomat (MCB/MCCB): Bảo vệ tổng và bảo vệ từng nhánh mạch động lực.
- Cầu chì (Fuse): Bảo vệ cực nhạy cho các module PLC và nguồn DC 24V.
- Chống sét lan truyền (SPD): Rất quan trọng đối với các tủ PLC đặt tại trạm bơm ngoài trời để bảo vệ board mạch điện tử khỏi xung điện sét.
Thiết bị chấp hành và trung gian
- Contactor (Khởi động từ): Điều khiển trực tiếp các động cơ 3 pha công suất lớn.
- Relay trung gian: Cách ly tín hiệu PLC (thường chỉ chịu được dòng 0.5A – 2A) với cuộn hút của Contactor hoặc các thiết bị công suất lớn khác.
Bộ nguồn (Power Supply)
Chuyển đổi 220VAC sang 24VDC ổn định. Kỹ sư thường ưu tiên chọn các bộ nguồn có chức năng bảo vệ quá tải và ngắn mạch tự phục hồi (ví dụ dòng Meanwell hoặc Phoenix Contact).
Giao diện người máy (HMI) và phụ kiện mặt tủ
- Màn hình HMI: Hiển thị thông số, đồ thị và cho phép cài đặt các tham số vận hành (Timer, Counter).
- Nút nhấn, Đèn báo: Nút Start, Stop, Emergency Stop và đèn báo trạng thái (Run/Fault/Power).
Nguyên lý hoạt động của tủ điện PLC
Nguyên lý hoạt động của tủ PLC dựa trên một chu trình khép kín gọi là Scan Cycle (Chu kỳ quét). Chu kỳ này diễn ra liên tục với tốc độ mili giây (ms).
Giai đoạn 1: Đọc tín hiệu đầu vào (Input Scan)
PLC kiểm tra trạng thái của tất cả các thiết bị đầu vào được kết nối (Cảm biến tiệm cận, công tắc hành trình, nút nhấn). Các trạng thái này (0 hoặc 1) được lưu vào bộ đệm hình ảnh đầu vào.
Giai đoạn 2: Thực thi chương trình (Program Execution)
CPU thực hiện các dòng lệnh trong chương trình người dùng từ trên xuống dưới, từ trái qua phải. Nó sử dụng trạng thái các đầu vào vừa đọc được để tính toán logic và quyết định trạng thái của các đầu ra.
Giai đoạn 3: Truyền thông và tự chẩn đoán
PLC thực hiện kiểm tra nội bộ hệ thống (lỗi bộ nhớ, lỗi module) và xử lý các yêu cầu truyền thông từ HMI hoặc mạng SCADA.
Giai đoạn 4: Cập nhật đầu ra (Output Scan)
Sau khi tính toán xong, PLC xuất tín hiệu đến các terminal đầu ra. Tín hiệu này kích hoạt Relay/Contactor để điều khiển động cơ, van hoặc xi lanh thủy lực.

Lợi ích khi vận hành tủ điện PLC
Việc đầu tư một tủ điện PLC tiêu chuẩn mang lại những giá trị thực tế vượt trội so với các phương pháp điều khiển cũ:
- Linh hoạt tối đa: Khi cần thay đổi quy trình sản xuất (ví dụ: thay đổi thời gian sấy từ 10 phút thành 15 phút), kỹ sư chỉ cần thay đổi giá trị trên HMI hoặc sửa code phần mềm mà không cần đi lại dây điện hay thay rơ-le thời gian vật lý.
- Độ chính xác và lặp lại: Loại bỏ sai số do yếu tố con người hoặc sự mệt mỏi của các linh kiện cơ khí. Tủ PLC đảm bảo chu kỳ sản xuất 1.000 sản phẩm đều chính xác như nhau về thông số kỹ thuật.
- Tiết kiệm không gian: Một bộ PLC nhỏ gọn có thể thay thế cho hàng trăm rơ-le trung gian, giúp kích thước tủ điện giảm đi 60-70%, tiết kiệm diện tích nhà xưởng.
- Khả năng chẩn đoán từ xa: Với các dòng PLC hỗ trợ Ethernet, kỹ sư có thể truy cập vào hệ thống từ văn phòng hoặc từ xa qua VPN để xử lý lỗi (troubleshooting) mà không cần có mặt trực tiếp tại hiện trường.
Ứng dụng thực tế của tủ điện PLC
Tủ điện điều khiển PLC là nền tảng của hầu hết các giải pháp tự động hóa hiện nay.
Trong hệ thống xử lý nước và nước thải
Tủ PLC điều khiển các cụm bơm điều hòa, bơm bùn dựa trên tín hiệu từ cảm biến đo mức siêu âm và cảm biến đo lưu lượng điện từ. Hệ thống tự động luân phiên các bơm để đảm bảo thời gian chạy của mỗi bơm là tương đương, tránh việc một bơm chạy quá tải trong khi bơm kia bị rỉ sét do để lâu.
Trong dây chuyền sản xuất thực phẩm và dược phẩm
Sử dụng PLC để điều khiển các bồn trộn (Agitator) với tốc độ biến thiên qua biến tần (VFD), kiểm soát nhiệt độ thanh trùng bằng thuật toán PID và điều khiển hệ thống chiết rót định lượng chính xác theo trọng lượng.
Trong hệ thống máy nén khí và Chiller trung tâm
Tủ PLC thực hiện nhiệm vụ điều khiển đa máy (Master-Slave). Nó tính toán tải thực tế của tòa nhà hoặc nhà máy để quyết định chạy bao nhiêu máy nén khí, bao nhiêu Chiller nhằm mục tiêu tiết kiệm năng lượng tối ưu.
Trong các máy đóng gói công nghiệp
PLC tốc độ cao kết hợp với Servo Drive để điều khiển các trục chuyển động đồng bộ, đảm bảo bao bì được cắt đúng vị trí mắt màu (Eye-mark) với tốc độ hàng trăm sản phẩm mỗi phút.
Quy trình sản xuất và kiểm tra tủ điện PLC tại xưởng
Để đảm bảo chất lượng đầu ra, quy trình sản xuất tại các đơn vị chuyên nghiệp thường trải qua 5 bước nghiêm ngặt:
- Thiết kế bản vẽ : Bản vẽ phải thể hiện rõ sơ đồ nguyên lý, sơ đồ đấu nối (Wiring Diagram) và layout tủ điện. Đánh số dây (Wire numbering) phải thống nhất giữa bản vẽ và thực tế.
- Lắp ráp cơ khí: Khoét lỗ mặt tủ cho HMI, đèn báo bằng máy CNC để đảm bảo độ chính xác và thẩm mỹ. Gắn máng cáp, thanh ray (Din-rail) theo đúng khoảng cách tản nhiệt quy định của hãng sản xuất PLC.
- Đi dây và đấu nối: Sử dụng đầu cos (Ferrule) cho toàn bộ các điểm đấu nối để tránh tình trạng Move điện. Dây tín hiệu và dây động lực phải đi trong các máng cáp riêng biệt để chống nhiễu EMC.
- Đổ chương trình và Test tĩnh: Cấp nguồn, kiểm tra chạm chập. Đổ chương trình PLC/HMI và kiểm tra I/O (Check thông mạch từ cảm biến về PLC và từ PLC ra thiết bị chấp hành).
- Chạy thử tải và FAT (Factory Acceptance Test): Vận hành thử nghiệm với tải giả lập để kiểm tra logic điều khiển và các kịch bản lỗi trước khi xuất xưởng.
Tủ điện điều khiển PLC không đơn thuần là một thiết bị điện mà là một giải pháp công nghệ giúp doanh nghiệp chuyển đổi số trong sản xuất. Việc lựa chọn đúng dòng PLC, thiết kế tủ đúng tiêu chuẩn kỹ thuật và quy trình lắp ráp tỉ mỉ sẽ quyết định đến sự ổn định lâu dài của toàn bộ nhà máy.
Khi triển khai thực tế, người dùng nên ưu tiên các đơn vị sản xuất có năng lực về cả phần cứng (lắp ráp tủ) và phần mềm (lập trình PLC/SCADA) để đảm bảo tính đồng bộ cao nhất cho hệ thống. Một hệ thống điều khiển tốt không chỉ là hệ thống chạy được, mà phải là hệ thống dễ vận hành, dễ bảo trì và có khả năng mở rộng trong tương lai.
Văn Trọng Hiển - Founder H&T Automation
Văn Trọng Hiển – người đứng sau định hướng chiến lược và chất lượng của các giải pháp tự động hóa do H&T Automation triển khai. Với nhiều năm kinh nghiệm thực chiến trong lĩnh vực PLC – SCADA – IoT, anh đã xây dựng H&T Automation trở thành đơn vị uy tín, chuyên cung cấp các giải pháp tự động hóa, các khóa học đào tạo để đồng hành cùng doanh nghiệp trong hành trình số hóa nhà máy.
Chi tiếtFounder
H&T Automation
Văn Trọng Hiển – người đứng sau định hướng chiến lược và chất lượng của các giải pháp tự động hóa do H&T Automation triển khai. Với nhiều năm kinh nghiệm thực chiến trong lĩnh vực PLC – SCADA – IoT, anh đã xây dựng H&T Automation trở thành đơn vị uy tín, chuyên cung cấp các giải pháp tự động hóa, các khóa học đào tạo để đồng hành cùng doanh nghiệp trong hành trình số hóa nhà máy.
Chi tiết